filo autocementante

Generale
Il filo smaltato autocementante (in inglese SB, Selfbonding), chiamato anche filo magnetico cementabile, è un filo con uno strato di isolamento (  Tipi di filo smaltato) ricoperto con un adesivo cementante.
Tipi di filo smaltato) ricoperto con un adesivo cementante.

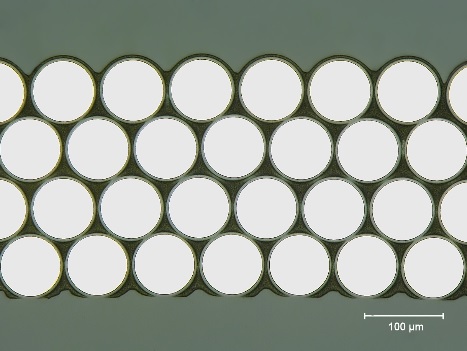
Immagine in retroluce da microscopio di un filo autocementante
L'attivazione dello strato cementante fa incollare tra loro i fili delle spire della bobina ottenendo bobine autoportanti senza rocchetto, dette "bobine in aria", o bobine speciali per successive lavorazioni.
L'uso di filo smaltato autocementante offre vantaggi, rispetto al filo smaltato convenzionale, in alcuni processi di avvolgimento eliminando la necessità di rocchetti, fasi di nastratura e/o verniciatura.
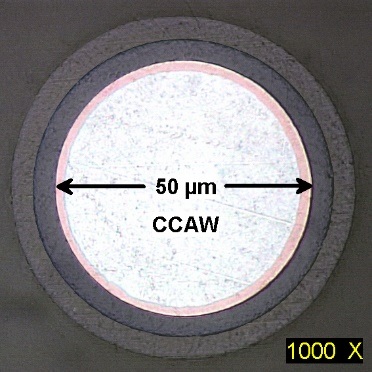
Sezione trasversale di una bobina avvolta
(Colore chiaro = isolamento, colore scuro = strato cementante)
In molte applicazioni, come altoparlanti ad alta potenza o piccoli motori, il filo autocementante può migliorare le prestazioni e l'affidabilità, grazie ad esempio alla stabilità termica che puo' garantire alla bobina alle temperature più elevate.
Un rivestimento cementante termoplastico diventerà morbido ad alte temperature e inizierà a perdere la sua forza di adesione, ma allo stesso tempo lo si potrebbe sfruttare per modellare il filo, ad esempio per formare un'altra forma di bobina, e ricementarlo a temperatura più elevata.
Uno strato cementante termoindurente ha proprietà di resistenza al calore più elevate, e perderà la sua forza di adesione solo a una temperatura tale da danneggiare lo smalto.

A causa dell'applicazione aggiuntiva di uno strato adesivo, i fili autocementanti sono più costosi dei fili normali, ma il beneficio del maggior valore aggiunto può compensare l'aumento di costo.
L'attivazione dello strato cementante può essere ottenuta con il calore, o in alcuni casi con un solvente o una combinazione dei due ( Processi di cementazione ).
linea prodotti
Elektrisola produce fili autocementanti con diametri da 0.010 a 0.50 mm ( Dati tecnici per dimensione). Oltre al rame, come materiale conduttore, sono disponibili altre leghe come alluminio o alluminio ricoperto di rame (CCA-Copper Clad Aluminium) per bobine leggere, e metalli con alto carico di rottura per offrire bobine con maggiore durata ( Metalli ).
I tipi di filo autocementanti possono essere catalogati in funzione della base chimica dei loro rivestimenti, principalmente dalle loro proprietà termiche, dalle loro proprietà tecniche e dal metodo di incollaggio preferito.
Elektrisola offre, nei 3 continenti più industrializzati, tipologie di filo autocementanti che si sono differenziate soprattutto in base alla storia del loro sviluppo ( Tipi di filo autocementanti). Per esempio, in Asia vengono offerti anche autocementanti con speciali elevate performance per l'impiego in specifiche applicazioni locali ( Tipi di filo autocementanti ad alta performance ).
Oltre ad offrire smalti autocementanti standard, ELEKTRISOLA sviluppa proprie vernici autocementanti certificate per determinate applicazioni. Per fili sottili, ad esempio, sono ora disponibili tipi di smalto autocementante ad altissima temperatura, che permettono ai clienti Elektrisola di beneficiare di un processo di lavorazione rapido ed economico essendo avvolgibili con macchine automatiche ad aria calda.
processo produttivo
Il processo produttivo di un filo autocementante è simile a quello di un normale filo smaltato ( Processo di smaltatura ), ma necessita di due applicatori di smalto, uno per il rivestimento isolante elettrico e uno per quello cementante.
cementazione
Lo strato di smalto adesivo, deposto sulla parte esterna di un filo autocementante, può essere attivato dal calore o con prodotti chimici attraverso delle metodologie descritte di seguito.
Cementazione per calore o termica:
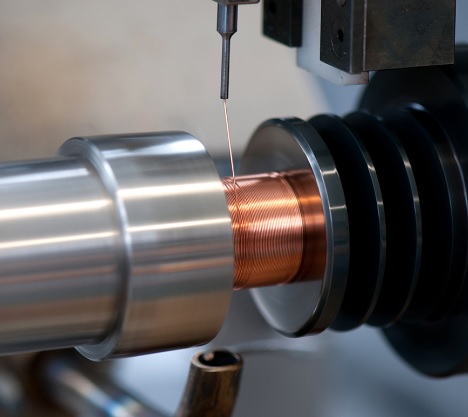
Tutti gli smalti cementanti Elektrisola possono essere attivati dal calore nei seguenti modi: dirigendo aria calda sul filo durante l'avvolgimento, riscaldando a forno la bobina avvolta, applicando corrente elettrica alla bobina avvolta al termine del ciclo di avvolgimento. In ognuno di queste tecniche lo scopo è quello di riscaldare l'avvolgimento leggermente al di sopra della temperatura di fusione dello smalto cementante, in modo da attivarlo e innescare l'effetto legante tra i fili.
La cementazione ad aria calda, avvenendo durante l'avvolgimento, ha il vantaggio di eliminare l'operazione addizionale di cementazione. Questo metodo è conveniente e utilizzato principalmente per fili di dimensioni inferiori a 0,200 mm e negli ultimi anni si è molto diffuso grazie alla disponibilità di smalti autocementanti ad altissima temperatura.
La cementazione a forno è realizzata riscaldando la bobina avvolta, posizionandola su di un supporto o utensile, in un forno ad una temperatura e per un tempo sufficienti ad ottenere un riscaldamento uniforme dell'avvolto, dopodichè la bobina viene sottoposta ad un ciclo di raffreddamento. Il tempo di riscaldamento è generalmente compreso tra 10 e 30 minuti, a seconda delle dimensioni della bobina. Gli svantaggi della cementazione a forno sono il tempo di incollaggio più lungo, la presenza di fasi di processo aggiuntive e l'eventuale necessità di molti dispositivi di supporto.
La cementazione a resistenza si ottiene applicando corrente elettrica alla bobina finita riscaldandola sino alla corretta temperatura di cementazione. Il voltaggio applicato e il tempo di collegamento dipendono dalle dimensioni del filo e dal design della bobina, pertanto dovranno essere determinati sperimentalmente per ciascuna specifica applicazione. Questo metodo ha il vantaggio di essere rapido, di generare una distribuzione del calore abbastanza uniforme e viene tipicamente utilizzato per fili di dimensioni superiori a 0,200 mm.
Cementazione a solvente:
Alcuni cementanti possono essere attivati applicando solventi specifici durante il processo di avvolgimento della bobina. L'applicazione del solvente, che di solito avviene tramite un feltro saturo durante l'avvolgimento ("avvolgimento umido"), ammorbidisce il cementante. Questo processo richiede l'uso di un dispositivo per mantenere la bobina in posizione mentre il solvente si asciuga e i fili si attaccano tra loro. Successivamente la bobina deve essere riscaldata in un ciclo termico in forno, per far evaporare qualsiasi solvente residuo, che, se lasciato all'interno della bobina, potrebbe causare un guasto a lungo termine, nonché per completare il processo di polimerizzazione dell'adesivo ed ottenere una forza di cementazione ottimale.
Applicazioni
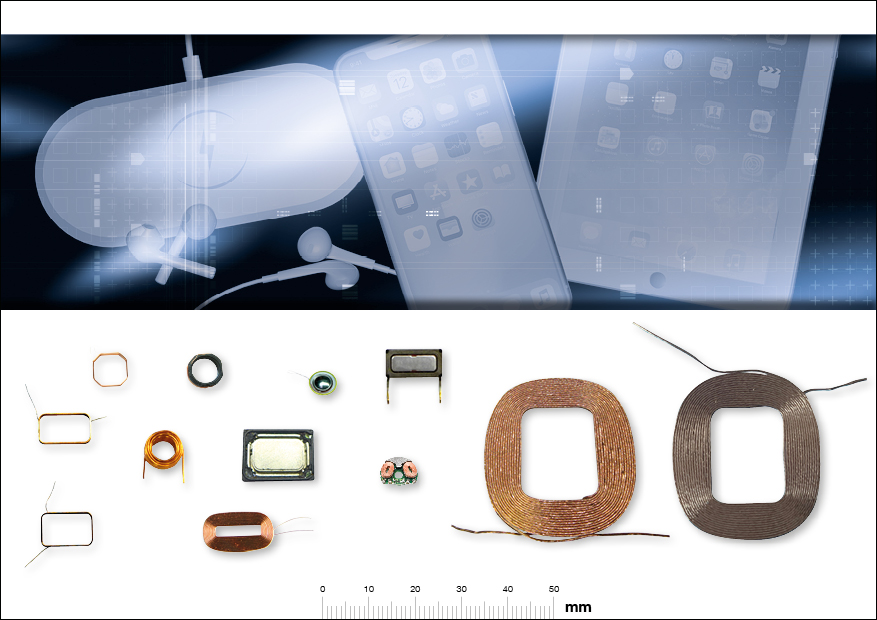
Cellulari

Automotive
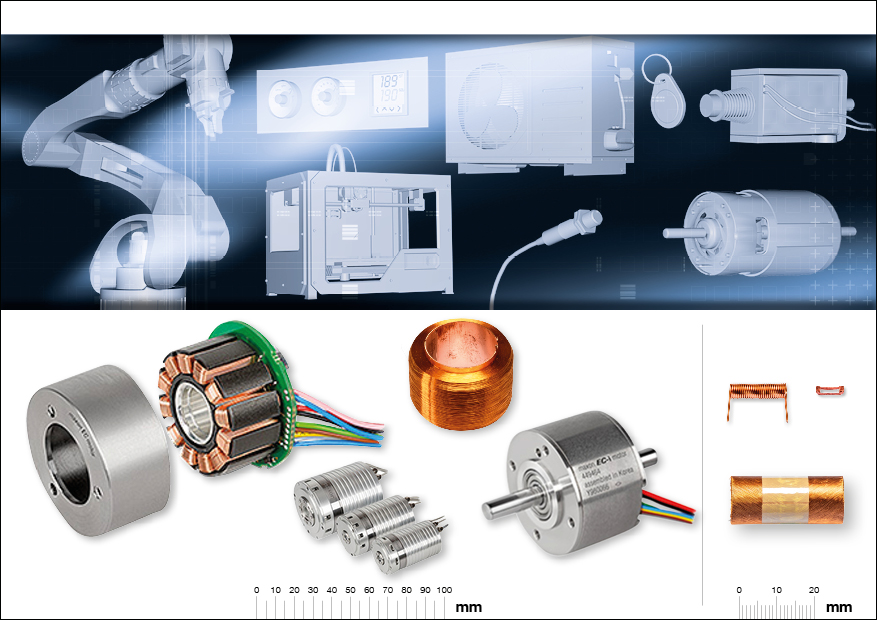
Industriale

Identificazione

Elettrodomestici

Elettronica di consumo

Orologi

Computer

Medicale
vantaggi del filo autocementante
L'uso del filo autocementante offre svariati vantaggi ai clienti:
- Elimina la necessità dei rocchetti
- Non richiede nastratura o verniciatura
- Minore movimentazione nel processo produttivo
- Tempi ciclo totali ridotti
- Miglioramento della performance
- Basso impatto ambientale