自粘漆包线

概述
自粘漆包线(自粘线),又称为自融线,它在漆包线 (  漆包线型号 ) 的表面额外涂覆了一层自粘漆。
漆包线型号 ) 的表面额外涂覆了一层自粘漆。

自粘层融化后,线圈的每一匝都会被粘接在一起并形成自我固定的线圈(不带骨架的空心线圈)或者满足后道加工需要的专用线圈。
使用自粘线可以获得传统漆包线在绕线应用中不具备的优势,比如省去骨架以及缠胶带或加凡立水的步骤。在很多应用里,比如高功率的扬声器或者小型马达,自粘线可以提高性能和可靠性。
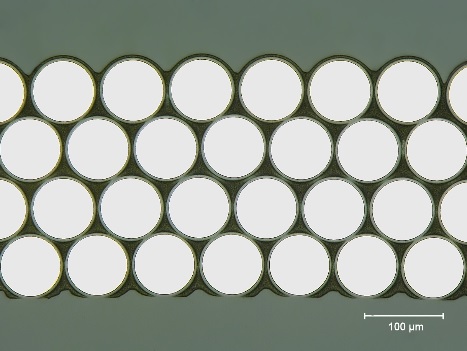
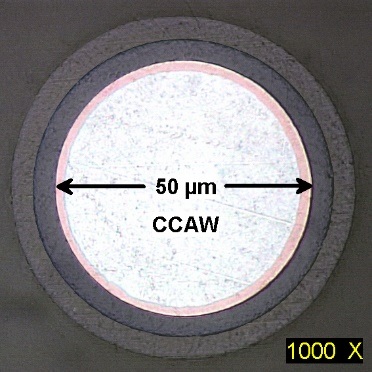
线圈横截面
( 浅色 = 绝缘层,深色 = 自粘层)
自粘线的一个重要特性是绕出的线圈在高温下的热稳定性。热塑性的自粘层在较高的温度下会变软,并开始失去其粘结强度,但同时也可以被再次加工,比如将线圈定型成其他形状并且在高温下重新粘合。热固型的自粘层则具有更高的耐热性能,只有在达到破坏漆膜的温度后才会失去粘结强度。

粘合工艺
自粘线表面涂覆的自粘层可以通过高温或者化学溶剂的作用而产生粘合性。这些粘合方法描述如下。
高温/加热粘合:
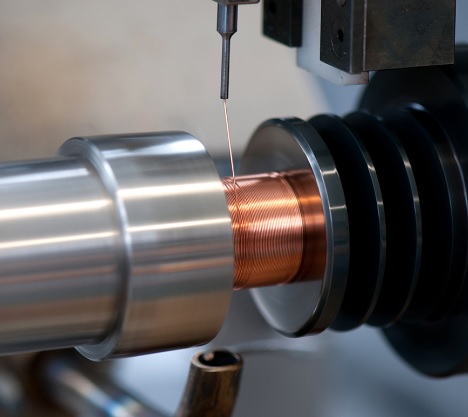
所有益利素勒的自粘层都可以通过加热来粘合。既可以在绕线过程中直接用热风加热线材,也可以通过烘箱加热已经绕好的线圈,或者在绕线完成后在线圈上施加电流。所有这些方法的原理都是加热绕组线圈到略高于自粘层的熔化温度,以使自粘层融化并将线材粘合在一起。
热风粘合拥有在绕线之后不需要进行二度粘合加工的优势。该方法成本效益高,主要用于尺寸小于0.200mm的自粘线。随着超高温自粘层类型的发展,这种方法在过去的几年里变得更加流行。
烘箱粘合是通过加热绕好的线圈来完成。线圈仍然保留在绕线时的夹具或工装上,在烘箱中通过适当的温度和足够的时间使整个线圈得到均匀加热,然后再进行冷却。加热时间取决于线圈的大小,通常为10到30分钟。烤箱粘合的缺点是自粘时间较长,并需要增加额外的工艺步骤,还可能对绕线工装的数量有更多的需求。
通电粘合是通过对成品线圈施加电流并借助其电阻产生热量以达到适当的粘合温度来完成的。通电的电压和时间取决于线材的尺寸和线圈设计,因此需要针对每个特定的应用进行实验开发。该方法具有速度快和热量分布均匀的优点。它通常适用于线径尺寸大于0.200mm的自粘线。
溶剂粘合:
某些自粘层可以在线圈绕制过程中使用特定的溶剂来激活。在绕线时,通常使用一个被溶剂浸润的毛毡(“湿法绕线”)来使自粘层变得柔软。这个过程需要使用一个工装将线圈固定,溶剂干燥后线圈就会粘合在一起。然后,线圈应在烘箱中加热一个周期以蒸发残余的溶剂,并完成自粘层固化过程,以获得最佳的粘合强度。如果还有溶剂残留在线圈内,长时间后可能会导致线圈失效。
应用
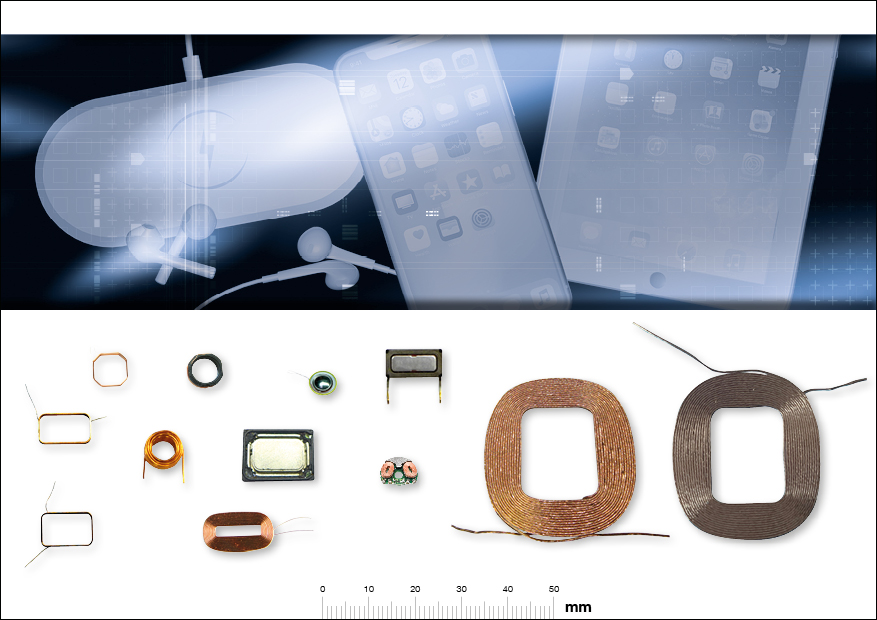
手机

汽车
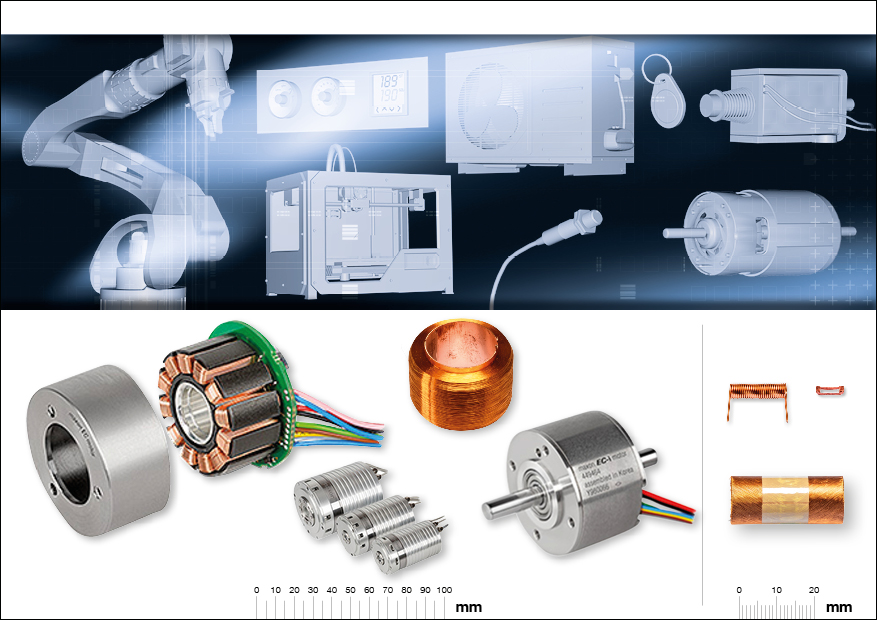
工业电子

射频识别

家用电器

消费电子

钟表

电脑

医疗
自粘线的应用
自粘线的使用为客户提供了多种优势:
- 消除了对骨架的需要
- 不需要胶带或凡立水
- 简化工艺操作
- 缩短生产周期时间
- 提高性能
- 对环境的影响较低