
漆包线

概述
漆包线是一种将绝缘漆涂覆在金属导体表面并用于电气应用的产品。在大多数的场合,漆包线会被绕成不同形状的线圈,从而为马达、变压器、电磁铁等产品提供电磁场。益利素勒生产超过30,000种不同规格类型的漆包线,其最重要的特性差异如下:
导体材料
铜是一种标准的导体材料,具有优良的导电性和非常好的可绕性。对于低重量和大直径的需求,有时可以使用铝。因为铝导体易于氧化而难于连接,铜包铝可以作为铜和铝之间的折中选择。针对各种特殊应用,我们可提供众多的导体材料,如黄铜、银、镍、金、不锈钢,以及具有更高的机械强度或抗弯折特性的铜合金。此外,导体外还可以电镀上不同的材料,如银或镍。

裸线直径范围
益利素勒专业生产细线,线材直径从0.008毫米(8微米)到0.50毫米。除标准直径外,还可根据客户要求生产各种特殊的裸线直径。裸线的公差非常重要,因为它直接影响线材电阻,而线材电阻又决定了最终线圈的电阻变化。

0.010毫米的线材与头发的比较
完成外径
如IEC等国际标准根据具体的外径范围对漆包线进行分类。IEC将绝缘厚度等级分为1级、2级和3级;NEMA分为single、heavy和triple;JIS分为0种、1种、2种和3种。如有必要,我们可进一步加严这些标准中的公差,以符合客户对线圈和最终产品的设计和优化。
激光控制外径

线轴型号
线轴型号必须匹配线材的直径。细线通常被绕在较小的线轴上,而粗线则可以使用非常大的线轴。轴型对于生产效率非常重要,使用越大的线轴在绕线机器上更换的线轴的次数就越少。

一轴线上的线材长度非常长:
0.018 mm 线材使用 99L 轴型: 长度可达 417 km
0.05 mm 线材使用 199L 轴型: 长度可达1143 km
0.30 mm 线材使用 400/630 轴型: 长度可达 277 km
绝缘层类型
益利素勒提供多种不同的绝缘层。聚氨酯具有可直焊易于连接的优点,而聚酯亚胺类绝缘层则更耐高温。使用尼龙或聚酰胺酰亚胺等复合涂层可以改善某些特性,如机械强度或耐化学品性能。
颜色
增加颜色可以被用来区分线材的类型或直径,但其缺点是技术性能会略有降低,以及成本相对较高。
润滑剂
我们定量添加很少量的润滑剂(主要是特殊类型的石蜡)以使线材获得优良的绕线性能,可以在各类绕线过程中避免断线。
我们的产品
益利素勒专业生产细线,可供应线径范围从0.008毫米(8微米)到0.50毫米的多种绝缘漆类型以及导体材料的漆包线。
标称直径
铜导体: 0.008 mm – 0.50 mm
其他金属: 请询问我们
规格
益利素勒可根据各种不同的规格生产漆包线。在全球被使用的最重要的国际标准是IEC标准,此外还有北美的NEMA标准和亚洲的JIS标准。
绝缘漆类型
聚氨酯
是一种易于直接焊锡、焊接或压接的漆型。尤其是对于细线,易于直焊是这种漆型的最大优点。我们可提供温度指数为155°C(Polysol©155)和温度指数为180°C(Polysol©180)的聚氨酯。这类绝缘漆可以在我们的0.008至0.50 mm的所有导体材料上使用。
聚酯亚胺
是更耐高温的绝缘漆,除了纯聚酯亚胺(Estersol© 180)以外都不能直接焊锡。这一类型的绝缘漆我们还可提供赛克改性聚酯亚胺(Amidester© 200)或(Amidester© 210)。
生产流程
拉丝过程
铜线采用8mm(或5/16英寸)铜杆作为原材料,通过拉丝模具分几个阶段拉细到所需的裸线尺寸。铜杆必须具有高纯度和一致的高品质,才能用于制造尺寸小于10µm的微细线和超细线。益利素勒仅使用由已批准的高质量供应商提供的电解纯铜ETP1(铜含量最低99.90%)。
拉丝过程是在一系列不同直径范围的拉丝机上依次展开的。裸线在几个阶段中逐级通过眼模被永久拉伸而变得更细和更长,而体积保持不变。

多道拉丝
铜的质量,不同拉丝阶段之间的微调,尤其是拉丝模具的质量,对于最终获得高品质的裸线都是至关重要的。拉丝模具定径区表面的材料包括天然或人造钻石,以及用于粗线模具的钨钢。
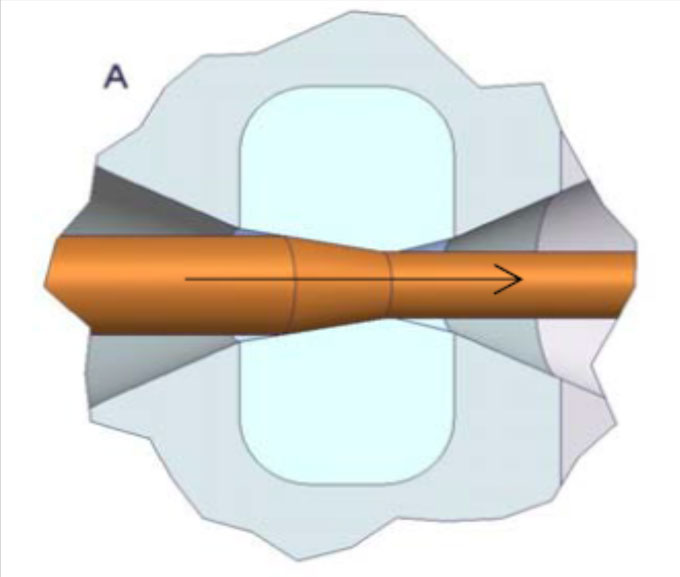
拉丝模具的横截面
涂漆过程
益利素勒的所有漆包线都是在特制的涂漆机上生产的。这些的机器是益利素勒独立研发和制造的,并仅供我们自己使用。涂漆是一个连续的过程,主要由退火、绝缘漆涂覆、固化、润滑剂涂覆、张力控制和排线这几个工序组成。
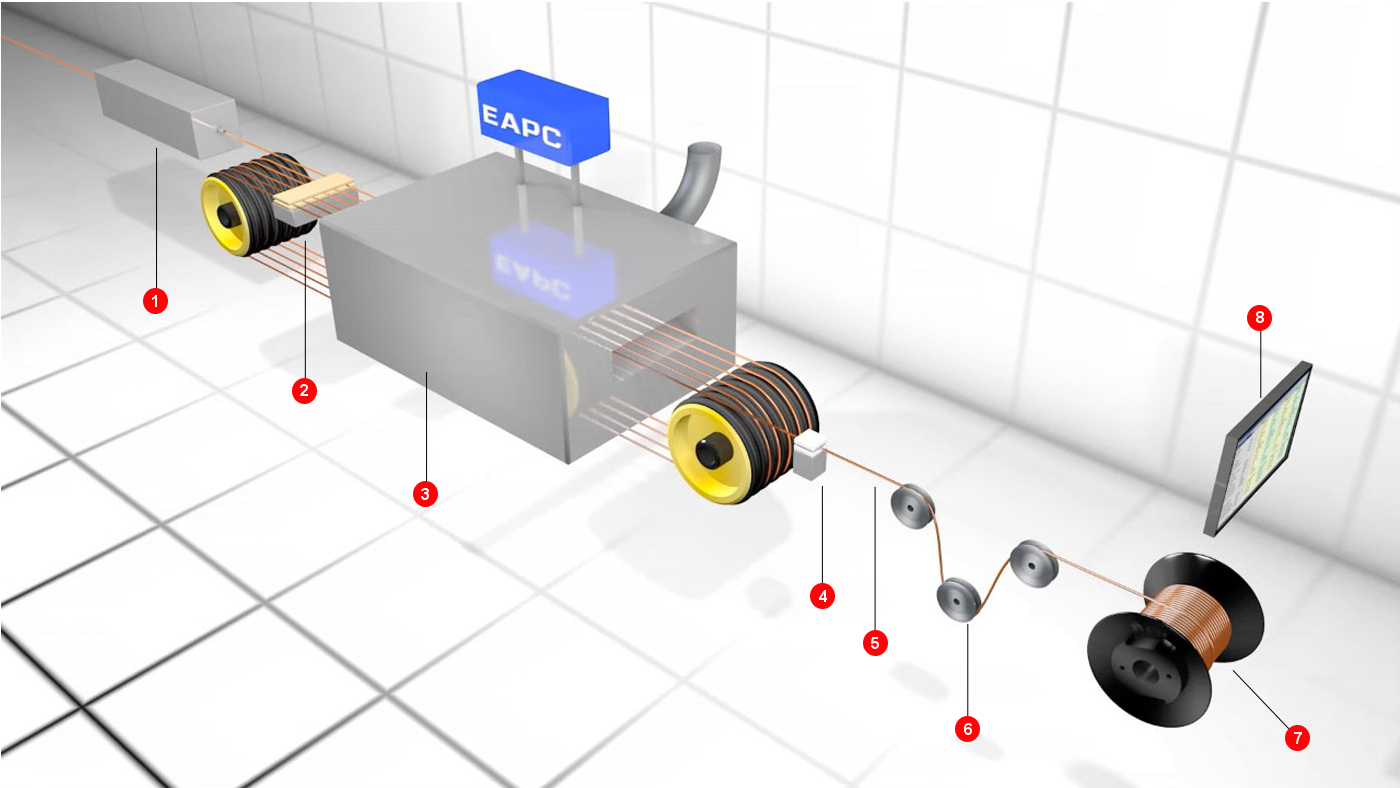
1. 退火过程
在拉丝过程中,裸线的晶粒结构在冷变形之后已发生了变化。退火工艺则可以使铜材发生再结晶而重新变软。为了避免线材表面氧化,这一高温消除应力的过程是在具有保护气体的环境中进行的。如果线材氧化,将会影响后续涂漆过程中铜线和绝缘涂层之间的附着性。线材的柔软度对于良好的绕线特性是非常重要的,尤其是可以明显减少线材的断线次数。
2. 涂漆过程
漆包线有两种不同主要的涂覆方式:毛毡涂漆和模具涂漆。毛毡涂漆主要用于细线的生产,模具涂漆主要用于粗线的生产。绝缘漆的涂覆应该总是采用尽可能多的涂漆层数,避免使用少而厚的涂层,以此获得更好的机械和电气特性。
3. 固化炉
液态绝缘漆中所包含的溶剂会在高温的固化炉中被蒸发出来,随后用节能环保的方式进行催化燃烧。固化过程的温度控制非常重要。如果温度过低,绝缘漆涂层中会残留过多的溶剂,导致低劣的附着性以及降低的机械和电气特性。如果温度过高,则漆层会变硬和变脆,导致绝缘层在机械应力的作用下开裂。
4. 润滑剂
在漆包线的表面需要精确地涂覆规定数量的润滑剂。漆包线的润滑对获得稳定的绕组特性并保证在高速绕线条件下的零缺陷是非常重要的。
5. 外径控制
益利素勒使用激光技术连续不断地监测所有线材的最终完成外径。
6. 张力控制
在涂漆生产过程中具备连续稳定的张力控制才能使得线材在线轴上的排线是均匀一致的。通过有效的张力控制,可以避免线材因被拉伸而发生电阻变化,还可以保证线轴在客户处使用时具有良好的放线性能。
7. 排线
线材的间距和线轴的转速是需要进行紧密控制的生产过程变量。这导致一致且优良的电绕线性能,并尽可能减少卡线和乱线等其他问题。排线间距、线轴转速等排线过程参数都受到紧密的控制。因而使得线材具有稳定良好的放线性能,并使夹线和乱线等问题的发生率降到最低。
8. 监视器
操作员可以从监视器上获得涂漆过程中的所有重要参数。
应用

汽车工业

家用电器
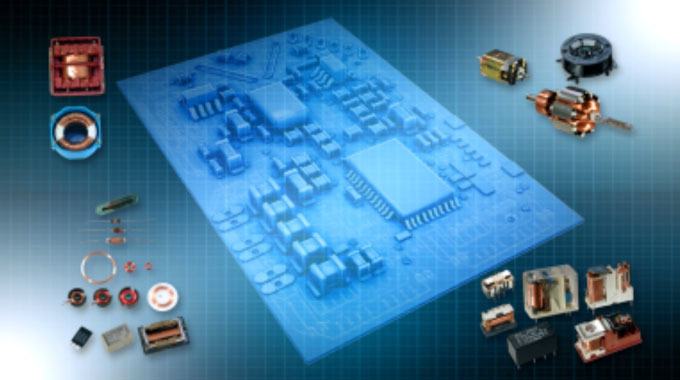
工业电子

消费电子

电脑产品

钟表
火星探测器
技术数据
漆包线
漆包线型号
益利素勒在全球的工厂可以供应各种不同的漆型。请选择您所在的大洲,以查询可以获得的漆型。
尺寸规格
漆包铜线最重要的技术参数是由漆包线的电阻和完成外径决定的。这些参数对于工程设计是非常重要的。不同的标准对这些参数的规定是不同的,以下是三个主要国际标准的尺寸规格。IEC(国际电工委员会)是全球通用的基本标准。NEMA和JIS则仍然在他们的国家标准中保留其旧标准的一些额外内容。
自粘线
自粘线型号
根据不同的标准和市场应用,我们的自粘线都有相对应的漆型。
尺寸规格
漆包铜线最重要的技术参数是由漆包线的电阻和完成外径决定的。这些参数对于工程设计是非常重要的。不同的标准对这些参数的规定是不同的,以下是三个主要国际标准的尺寸规格。IEC(国际电工委员会)是全球通用的基本标准。NEMA和JIS则仍然在他们的国家标准中保留其旧标准的一些额外内容。
